








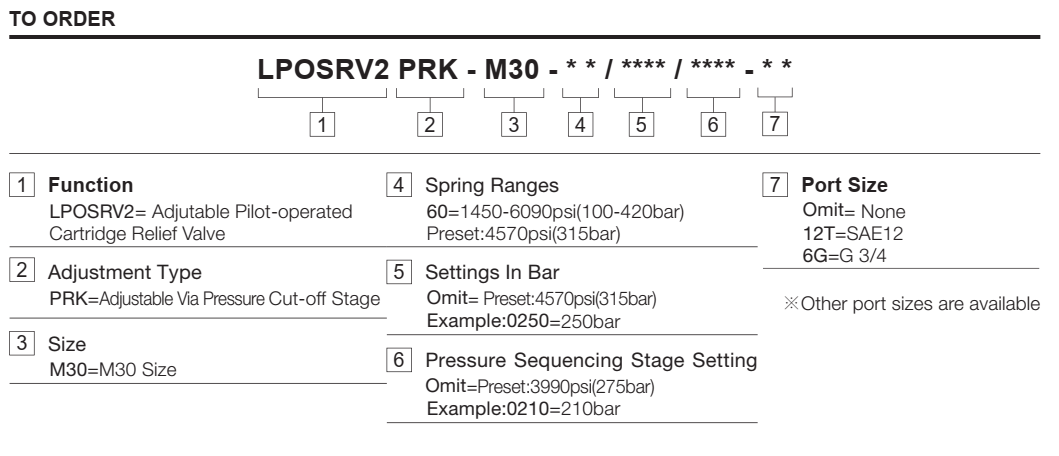
LPOSRV2PRK-M30
PDF DownloadDescription
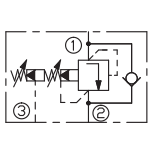
SYMBOL
Up all
Pack up all
-
Technical Feature
OPERATION:
The valve prevents flow from ① to ② until pressure at ① exceeds the set Cracking
Pressure and opens the pilot section. The pilot flow creates a pressure differential across
the poppet which causes the valve to open allowing flow from ① to ② protecting the
circuit from over pressurization.
Pressure at ② is directly additive to the relief setting of the valve.
If the pressure at ② is at least 2 bar higher than Pressure at ① . The main poppet will be
lifted out of its seat, to allow flow from ② to ① , this feed function is used to make up
for lacking hydraulic fluid volumes.
By connecting pilot oil pressure to the external port ③ , the control piston is pressurized
and lifted. This reduces the preload of the main spring and the maximum set system
pressure. -
PerformanceCurves

-
Technical Data
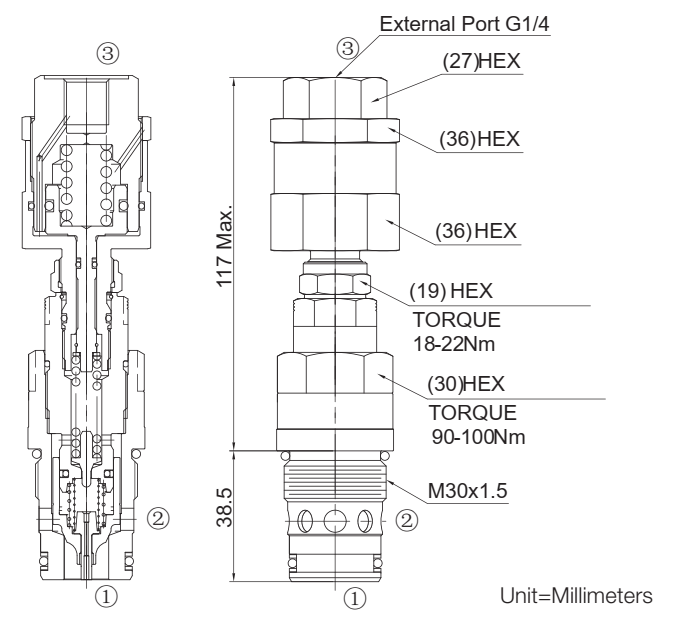
Operating Pressure420barFlowSee PRESSURE DROP VS.FLOW graph.CavityRexroth-LGFiltrationRefer to "Cleanliness of Hydraulic Fluid"Internal Leakage10 drops/min. max. to 80% of nominal settingTemperature-40ºF to +250ºF(-40ºC to +120ºC)FluidsMineral-based fluids with viscosities of 7.4 to 420 cSt.Body MaterialSteel & Ductile iron rated to 350bar -
File Download
PDF File -
ACCESSORIES
